
上银丝杆安装注意事项
2025-07-31
最近网站好多朋友问上银丝杆安装的事,有个网友说自己刚装的丝杆,试机时就出了问题,好好的零件直接废了,几千块打水漂,心疼得不行。其实啊,上银丝杆安装看着简单,里面的门道可不少,一步错就可能出大问题。今天就给大家好好说说,安装时到底该注意啥。
安装前,这 3 样准备不能少
要是安装前准备不到位,后面麻烦事一堆。首先得看看丝杆型号对不对,别觉得直径差不多就行。上银丝杆的导程、精度等级(像 C3、C5、C7 这些)都得和设备匹配。之前有个厂子,把精密机床用的 C3 级丝杆装在普通传送带上,结果没多久丝杆就变形了,纯属浪费钱。
再就是安装环境,清洁度很重要。车间粉尘多的话,一定要找个干净的地方开箱。我之前就犯过这错,在粉尘多的车间直接拆了包装,安装时发现滚道里卡了铁屑,虽然用高压气吹掉了,但心里一直不踏实,谁知道会不会留下隐患呢。

工具也得备齐,别随便找替代品。内六角扳手得用上银推荐的扭矩专用款,普通的容易打滑伤螺丝;水平仪精度至少得 0.02mm/m,用那种便宜货,调了跟没调一样;还有啊,安装时必须戴无粉手套,手上的汗渍会让丝杆生锈,这细节很多人都忽略了。
安装中,5 个环节最容易出错
基座找平:差一点点都不行
上银丝杆对基座平面度要求特别高,尤其是两端支撑座的安装面。正确的做法是用大理石平尺配合百分表检测,平面度得≤0.03mm/m。见过最离谱的,有客户直接把支撑座焊在锈迹斑斑的铁板上,结果丝杆运行时一直抖,3 个月就有异响了。
螺母座安装:别用蛮力拧
固定螺母座时,螺丝得对角均匀拧紧,扭矩值严格按上银手册来,一般 M8 螺丝用 12-15N・m 就行。去年帮一个工厂检修,发现他们用加力杆硬拧,把螺母座都拧变形了,丝杆运行时明显卡顿。更糟的是,这种变形肉眼根本看不出来,只能听运行时的噪音判断。
联轴器安装:同心度太重要
电机轴和丝杆轴的同心度必须控制在 0.1mm 以内,不然高速运行时会产生很大的径向力。推荐用激光对中仪校准,没这条件的话,用百分表也行:把表头固定在联轴器侧面,转动时指针跳动不能超过 0.05mm。我刚开始图省事,凭肉眼对齐,结果联轴器发热厉害,把丝杆轴端都磨出槽了。
别让丝杆受轴向力
上银丝杆的轴向定位该由轴承座承担,安装时千万不能让丝杆承受额外的轴向力。有个粉丝就吃过这亏,他把丝杆一端顶死在设备外壳上,开机后直接把轴承座拉裂了。记住,丝杆只能受径向负载,轴向力分分钟能毁掉整个传动系统。
预紧力调节:不是越紧越好
上银丝杆的预紧力得根据负载算,C3 级丝杆一般取额定动载荷的 15%-20%。新手总觉得预紧力越大精度越高,其实不是这样,预紧力太大,螺母会发热,寿命直接减半。正确的做法是用扭矩扳手按手册值调,安装后手动转一下丝杆,手感得均匀,不能有卡顿。
安装后,2 项测试不能少
空载运行测试
先低速运行 10 分钟,转速建议 300rpm,用听诊器听听声音,正常的话是均匀的 “嗡嗡” 声,有 “咯噔” 声就说明有异物或者安装偏了。然后慢慢提速到额定转速的 80%,持续 30 分钟,用红外测温仪测螺母温度,温升不能超过 40℃。
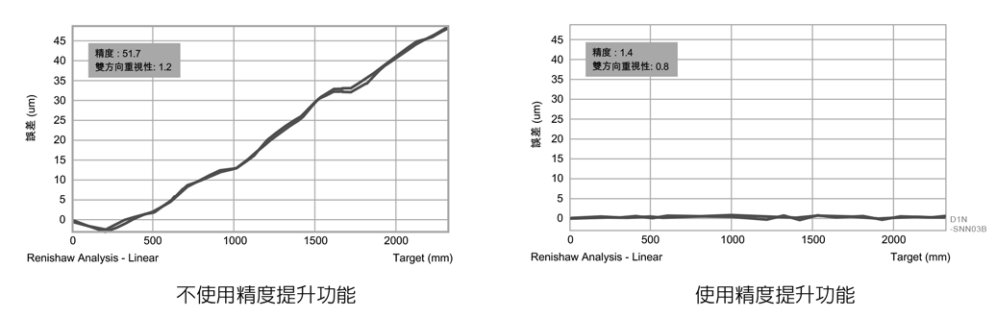
精度检测
用激光干涉仪测定位精度,C3 级丝杆全行程内的定位误差得≤0.008mm。没有激光干涉仪的话,用千分表配合标准量块也行,至少测 5 个点,确保误差在允许范围内。
老司机的 3 个实用技巧
安装时留 0.5mm 间隙:在螺母座和移动部件之间垫一层 0.5mm 厚的铜片,运行一段时间后再拆掉,能有效补偿热变形,这可是上银工程师培训时说的秘诀。
每月清洁润滑:用煤油把丝杆洗干净,再涂上银专用润滑脂(型号 LGB2),别用黄油代替,会影响精度。
听到异响赶紧停机:丝杆运行时的异常声音往往是报废的前兆,有个客户舍不得停机,结果从异响到彻底卡死才 4 小时,损失翻了一倍。
上银丝杆虽然精密,但只要按正确方法安装,新手也能一次成功。大家安装时要是遇到啥问题,欢迎电话咨询!
最新文章
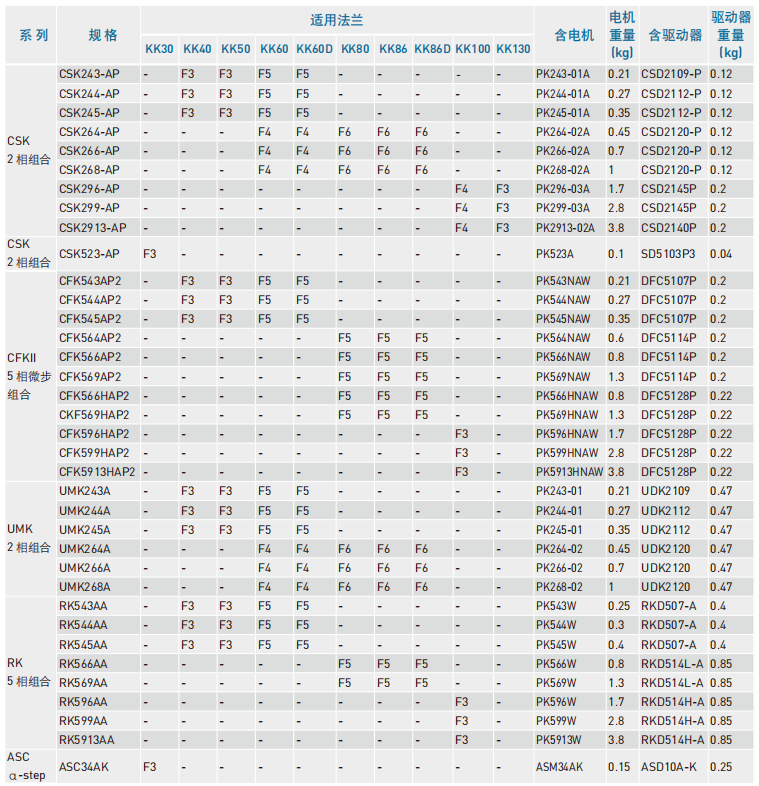
单轴机器人:适用电机对照表-东方 0riental 步进电机、安川 Yaskawa 伺服电机
0
2026-04-02
单轴机器人:适用电机对照表-东方 0riental 步进电机、安川 Yaskawa 伺服电机



主要销售台湾上银导轨HIWIN,导轨、丝杆、滑块、滑轨等产品,服务热线:189 1313 9319
协助选型+图纸+免费报价
